I often get the question of what type of roller chain should be used in an application. Let’s unpack that question in this article.
A standard duty roller chain should be specified unless spacial constraints prohibit the use of a larger or double chain. Selecting a standard duty chain allows for the opportunity to increase in strength if needed by converting to a heavy duty or double row chain later.
If you know me at all, you know that I always like to have a Plan B in mind. If something isn’t working right, I will work on it to a point, but I always want to have a backup design ready.
I am no different with roller chain. If I design to standard duty roller chain, I have three different options immediately available when (er…I mean if) it isn’t working correctly. They are
- Heavy duty chain
- Multiple strand chain
- The next pitch size up
Before we dive deeper, we need to gain a little knowledge in the components of a roller chain link. Click here to see a video on how roller chain is made.
Roller Chain Components
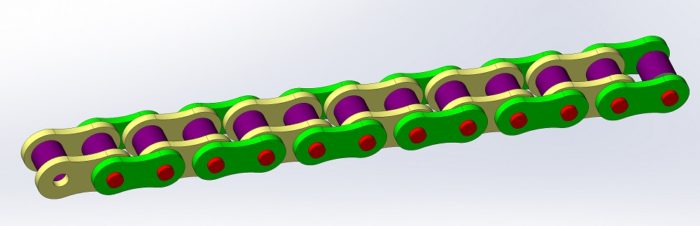
The main parts of a roller chain are the inner and outer links, pins, bushings, and rollers. The bushings are rolled plates that are pressed into the inner links which are the dogbone shaped plates. The roller is inserted over the bushing before the second inner link is pressed on. Next, the pins are pressed into an outer plate. Then two inner link assemblies are assembled over the pins and the second outer plate is added. The ends of the pins are mushroomed in the pressing step so that the link will stay together. That was all in the video, you should have watched it.
Please note that smaller chains, line the one shown below, do not have a bushing under the roller. This is because the bushing would be rather small and difficult to handle.

Designation of Roller Chains
Roller chain has an interesting designation system. The last number in the designation can be 0, 1 or 5. A 0 designation is the standard roller chain as described above. A 1 designation refers to a narrower variation of the standard, 0, configuration. A 5 designation refers to a chain without a roller.
The first one or two numbers of a roller chain refer directly to the chain’s pitch. To get the pitch in inches, divide the number by 8. If you desire millimeters, multiply by 3.175. For example, a 50 chain has a pitch of 5 / 8 or 0.625″. For metric, 5 times 3.175 is 15.9mm.
Chain is usually sold in feet, so it may not be critical to know exactly how many links are needed. However, in critical applications, the tensioning device may not be able to handle too many or too few links. If you want to know the number of links, you simply divide the length needed by the pitch.
Standard chain sizes are 25, 35, 40, 41, 50, 60, 80, 100, 120, 140, 160, 180, 200 and 240. For single rows of chain, you will see the chain specified as 50 or 50-1. If two or more rows of chain are needed, the chain will be specified as 50-2 or 50-3 etc. If a heavy duty chain is required, a chain designator of ‘h’ is added to the end (i.e. 50-1h).
A heavy duty chain will use stronger components made of better grades of steel than a standard duty chain. A different heat treatment is also applied to increase strength. Finally, the link plates are usually slightly thicker. All this is to say that you will only get an incremental improvement in performance.
The pin is usually the weakest component in the link and there is only so much that one can do to increase its strength. A pins greatest weakness is bending loads and chains are designed to minimize that, but as the shear load goes up, the bending load goes up exponentially. In fact, just having thicker plates makes the bending load on the pin go up.
Chain Strength
Manufacturer’s literature may have the chain’s strength listed as the tensile or breaking strength.
Do not design to the tensile or breaking strength!
The breaking strength is the amount of load that the chain can handle before breaking. That’s failure! It does not account for manufacturing tolerance, chain wear, misalignment, shock loading or twisting. We should design to the working load!
As engineers, we design to the working load, which for roller chain is a design factor of 8:1. You may want to increase or even possibly decrease this factor based on your application. Shock loading is probably the largest driver in choosing a design factor.
Below is a table of typical chain breaking strength values and the relative cost to a 25-1 standard chain. While this table is not thorough and exhaustive, it will give you the tools to make informed decisions for your application.
| Chain Size | Standard Breaking Strength (lb) | Relative Cost to 25-1 | Heavy-Duty Breaking Strength (lb) | Relative Cost to 25-1 |
| 25-1 | 930 | 1.00 | 1010 | 2.04 |
| 35-1 | 2320 | 0.76 | 3920 | 2.04 |
| 40-1 | 3970 | 0.88 | 5181 | 2.42 |
| 50-1 | 6260 | 1.16 | 7940 | 2.46 |
| 50-2 | 13230 | 2.64 | ||
| 60-1 | 9270 | 1.51 | 12130 | 2.05 |
| 60-2 | 18530 | 3.56 | ||
| 80-1 | 16540 | 2.67 | 19850 | 3.43 |
| 80-2 | 33080 | 5.73 | ||
| 100-1 | 25360 | 4.32 | 30870 | 5.76 |
| 120-1 | 32640 | 6.32 | 36390 | 8.32 |
| 140-1 | 45210 | 7.78 | 48510 | 10.23 |
| 160-1 | 57780 | 9.74 | 60630 | 13.13 |
One thing that is almost immediately visible is the 35-1 and 40-1 chains are cheaper than a 25-1 chain. This probably has to do with two things. First, the 25-1 chain isn’t very strong so most people probably don’t use it. Second, the parts used in the 25-1 chain are small and require more handling and that leads to less production. If you are already considering moving away from a 25-1 chain, just go to the 35-1. You won’t regret it.
In all but a few cases, you will get more bang for your buck by moving up one chain size. This move dramatically improves your strength, with a minimal impact to cost. The most notable improvement of 149% increase is going from 25 to 35 chain at a cost savings and the next would be going from 35 to 40 chain for a 71% increase in strength.
In fact, the only cases where going from a standard chain to a heavy duty chain is for 60, 80 and 100. On the 60 chain you get 24% more strength for 36% more money. With 80 chain you get 17% more strength for 29% more cost. Finally, with 100 chain there is a 18% increase in strength at a 33% cost increase.
While these numbers are representative, you might be able to find better deals than I can. The last major observation is that there wasn’t a case where it made sense to switch to a double or even a triple chain.
Why upgrade to a double or triple strand roller chain?
Good question. There are a lot of good reasons to upgrade to a multiple strand roller chain. Let’s look at a few.
- It doubles (or triples) the working load easily. There isn’t a need to fully redesign an existing system. Sprockets and chain guides are usually available in single and double strand configurations
- Your design has height constraints, but can be widened.
- Your sprocket needs to have a certain number of teeth. Increasing the tooth count may throw off running speeds unless all the other sprockets are increased accordingly. Also, a sprocket for the larger chain size may not be available in the same bore.
- Since there are two or more strands, there should be better wear and less friction between the chain and sprocket. This assumes that the chain is not misaligned.
- The chain will have a longer life
How to upgrade
So you’ve made the decision to upgrade your chain from a standard chain to heavy duty or a multiple strand chain. It is very important before any parts are purchased to check the design calculations. If your calculations are good, but you are having issues with chain breakage, something else is in play. My guess is there is misalignment, interference or a shaft that isn’t rotating freely. Please see my guide to preventing roller chain failures.
The next step is to examine every part of the design in 3D CAD (if possible) and in real life to identify the possibilities of rubbing, pinching or even if extra chain support is needed.
If you do nothing else, make sure that you can assemble the machine with the wider chain and sprocket. This is one thing that most young engineers will forget about. This causes headaches all around.
You will also need to investigate increasing the tensioning devices for your chain. The weight increase of a heavy duty chain is minimal, but going from single strand to double or triple strand will double or triple your chain weight. You need to be prepared for this
Pay special attention for misalignment. When going to multiple strand roller chain, it is often the case that alignment tolerances have been eaten up with the wider sprockets.
Finally, when upgrading to heavy duty roller chain, you need to make sure that all the chain components are heavy duty rated. The most overlooked components are the connecting links.
Conclusion
From our investigation into what roller chain type we should be using to design to, we have found that the standard single strand roller chain should be used. In almost all cases, increasing the chain to the next pitch size gives us the most improvement in strength for the least cost. We also looked into reasons why we would use a multiple strand chain.
Finally, be sure that when you change your roller chain for an existing application that there is plenty of room to assemble the larger sprockets.
Roller chains are great ways to transmit power. Like all power transmission, there are certain rules that need to be followed. This article should give you insight into selecting the right roller chain.