

When looking at a hydraulic schematic, it is easy to confuse a blocked port in a directional control valve with a positive load holding device like a check valve.
Directional Control Valves should not be used for holding loads because of hose rupture and valve leakage. In some cases, the work ports can pressurize and this could cause unintended motion. Instead, load holding valves such as pilot operated check or counterbalance valves should be used.
Let’s look at how each situation happens and how a proper load holding valve will fix these problems.
Issues with Directional Valves Holding Loads
As mentioned, there are multiple reasons that directional control valves (DCV) should not be used to hold loads. Let’s explore what can go wrong.
Hose Rupture
Hose ruptures happen frequently. Obviously, a this may cause unexpected movement or other consequences. Since most control valves are not mounted directly on the cylinder, there are hoses that lead back to a central control area. Usually there will be multiple directional control valves mounted together.
To mitigate this risk, load holding valves are placed between the DCV and the cylinder or motor. If the machine is designated as “for lifting” where there are people supported by it or able to work under or near it, the load holding valves are required to be placed on the actuator. Hydraulic steel tubing is used to connect the actuator to the load holding valve so that hose rupture cannot occur.
Valve Leakage
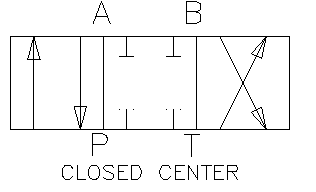
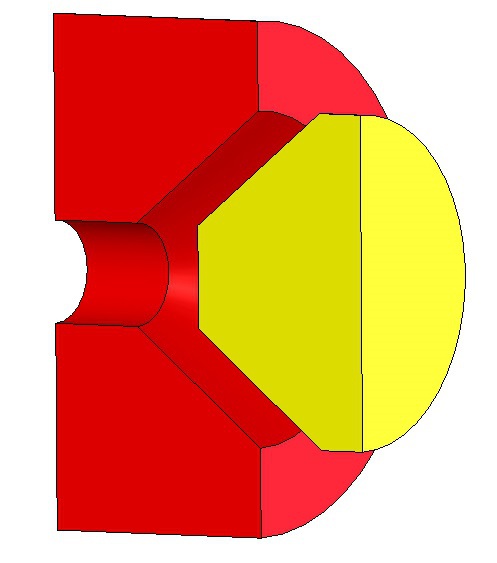
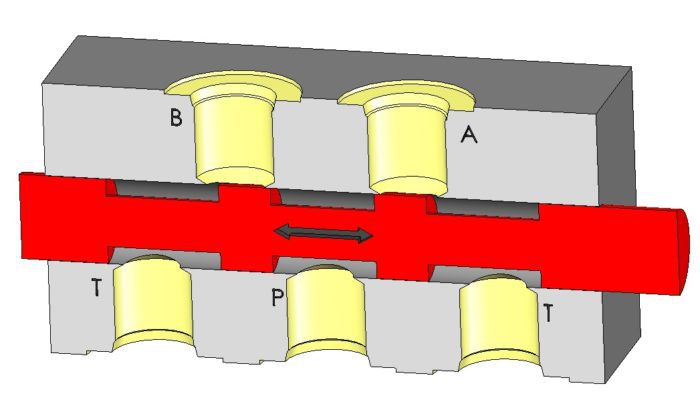
While directional control valves are schematically represented by a blocked “T” shape (see center position to right), the actual construction of the valve is anything but. In the image below, all of the ports are “blocked”, but not really. Let’s look at what is really happening.
From the cross section below, you can see that the gray spool slides in the cavity. The notches on the spool allow fluid to flow from one port to another. As the spool is shifted, flow can flow from P to A and from B to T.
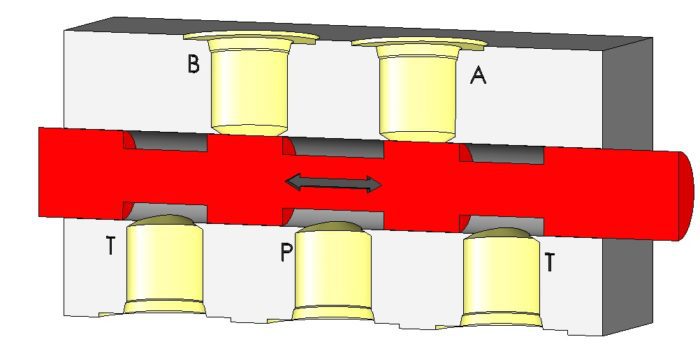
When the valve is in the center position, the loads are mostly blocked. I say mostly because due to the sliding nature of the valve spool. In order for the spool to slide, simple physics tells us it needs to be smaller than the cavity it slides in. So there is a small gap in between the spool and the cavity.
Hydraulic oil can squeeze though these small gaps and leak from the work ports to tank. While this leakage is only drops per minute, over time it can cause a drastic change in motion. This may not have adverse effects in motion over a few minutes, but if you leave it out overnight, you might find that it has moved quite a bit.
On one piece of machinery, we discovered a stuck counterbalance valve when we articulated a cylinder into a load holding position. After break, we found that the cylinder had drifted so that the load was resting on the floor. We were able to troubleshoot this quickly. Since our directional control valve wasn’t designed to hold the load, our symptoms (drift speeds) were amplified, but the problem had the same source.
Pressurizing Work Ports
Another issue with small gaps between the spool and the cavity is that you can pressurize the work ports in the center position. This is only an issue when you have a closed center spool and there is constant pressure on the P port.
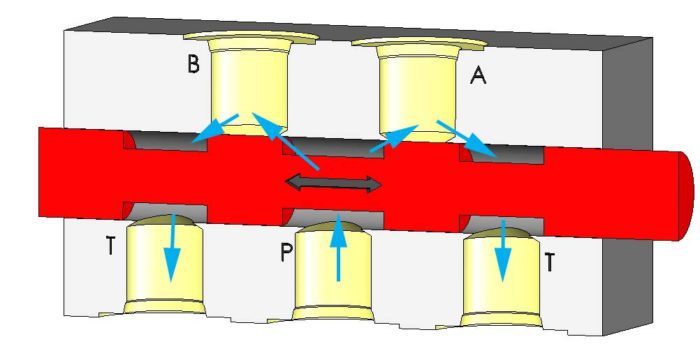
What happens is the high pressure P port wants to leak to the lower T port, but before it gets there, it has to tie into the work ports. If we assume that there are similar distances between T, A or B and A or B to P, we would expect the pressure to decrease linearly along the path.
This means that the steady state pressure at the work ports will be roughly half of the pressure port. If we have a 3000 psi standby pressure, we would expect 1500 psi at the work ports eventually. This can move the loads over time.
Load Holding Valves
For all these cases, the remedy is to add load holding valves to system and open or bleed notches to the directional control valve. Let’s see what our options are.
Pilot Operated Check
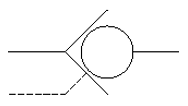
The PO check valve is the simplest load holding valve. It is schematically represented with the symbol to the right. The concept is clear from the diagram. Imagine that it is a tennis ball in a traffic cone. Oil flows from left to right easily by pushing the ball. Flow will be blocked in the opposite direction when the ball is forced further into the cone. If you want to move flow backwards, the dashed pilot line would be the same as sticking your finger into the small end of the cone and moving the tennis ball out of the way.
However, if a PO check valve was based on this schematic symbol, it would be extremely unreliable due to manufacturing tolerances. For this reason, poppets are used rather than balls. A poppet would be a matching tapered cone with no point. The nice tapered surface provides a leak proof barrier.
Instead of sticking your finger in the end, the poppet is actually pulled away from the cone using the pilot line.
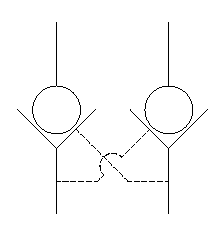
If you are trying to lock a cylinder or motor, you can use a cross ported dual PO check valve. The is combining 2 PO check valves into one block which simplifies the plumbing by reducing two hoses and 4 fittings.
There are two main problems with PO Check valves; they work too well and they don’t control load motion very well.
Holding too Well
How can load holding valve work too well? Good question. Well once the PO check valves have locked the cylinder in position, it is LOCKED. Decades ago, this was the standard for load holding and hydraulic cylinders started splitting at the tube seams. In the investigations that followed, it was discovered that temperature played a large role in the failures.
Hydraulic oil is incompressible. If an aerial lift or a crane was set up in the morning, by mid afternoon the oil would heat up and expand. The fluid was trapped in the cylinder by the PO check valve and built pressure. This pressure often got high enough that it would split the cylinder.
Controlling Load Motion
This topic is very large and we will only scratch the surface here. Maybe only rub it gently with a finger.
Generally speaking, PO check valves are available in high pilot ratios, usually 5:1 to 40:1. This the ratio of the held pressure (ball side) to the pilot ratio. If I was holding 2000 psi on a 5:1 ratio, I would need to apply 400 psi to see any motion.
Once this is open, the fluid will flow freely across the check valve which can lead to overrun, oscillations and cavitation.
The simplest example of this is a cylinder holding the load of a very large cylinder with a small flow rate. When we want to let the cylinder down, pressure builds and the PO check valve opens. If the flow coming out of the cylinder is greater than the flow out of the pump (make sure to adjust for unequal bore and rod areas), pressure will drop and the check valve will close abruptly. The pressure will build again and open the check valve.
This is a case with overrun leading to a very noticeable oscillation.
Counterbalance Valves
So how do we deal with these issues? The solution if counterbalance valves. CB valves have the same fundamental function as a PO check, but with added thermal protection and load handling capabilities. This is because it is a combination of a check valve and a relief valve.
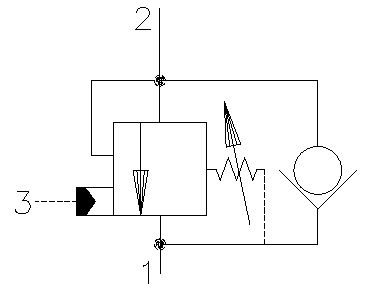
As oil moves from port 1 to 2, it freely flows past the check valve. When the load needs to be held, the fluid cannot go past the relief or check valves. If the pressure at port 2 rises higher than the adjustable spring setting, the valve will open and let oil flow to relieve the pressure. This is the thermal protection. When you want to lower the load, pressure is applied at port 3 to open the relief valve.
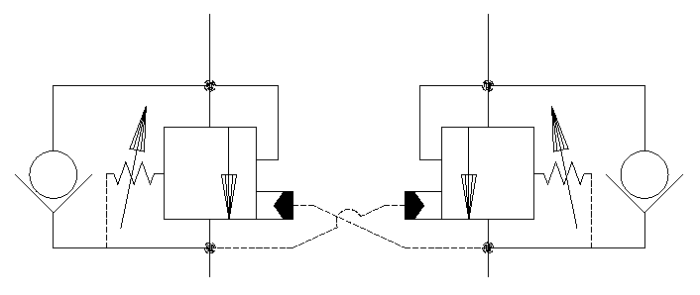
The counterbalance valve improves load handling because there are some variations that can be made to the valve. As of this writing, Sun Hydraulics offers 184 different types of counterbalance valves. These variations are mostly different pilot ratio and flow capacities. These variations are possible because the relief valve can be made to fit your needs. To solve the overrun problem above, you would choose a smaller flow rate and pilot ratio. This will meter the flow out of the cylinder, preventing overrun.
Only Hold the Load in One Place
When you add an external load holding valve, it is important to make sure that you aren’t holding the load at the directional control valve as well. If the DCV has closed work ports, you can get strange interactions between the two. One common occurrence is when the counterbalance needs to relieve, but the DCV is blocked. The oil has no where to go.
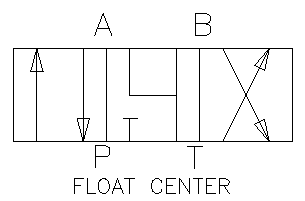
The solution is to specify a directional control valve with a center position that is “open” or “float”. Many times you don’t want full flow in the center position. In this case you can use a center position that has bleed notches or “motor spools”
Both of these configurations allow a path for oil in the work lines to the tank preventing pressurization and unintended consequences.
Summary
There are many reasons not to use directional control valves as load holding valves. Pilot Operated Check and Counterbalance Valves remedy these situations. Just be sure to add an open center position to your DCV to prevent pressurization of the work ports.
Nice article!
When using counterbalance valves don’t use too high of a pilot ratio. This will effect system stability.
Normally only use 10:1 for hydraulic motors, for cylinder applications use 3:1 to 5:1.
John Geelhoed
Agreed. I have had to use 1.5 : 1 ratio twice in my career. Once was in a custom full time regenerative circuit on a cylinder and another was for severe oscillation on an aerial lift. Every thing else was 3:1, 4.5:1 or 10:1.