Selecting a washer for a fastening system is an important, but often overlooked step in designing a fastening system. Washers need to be selected based on the load in the joint, the materials in the joint and, as always, the environment.

Can a Washer Be Installed Backwards?
Interestingly, the answer is YES: many people do not realize that washers can be installed backwards.
I often get strange looks when I explain this to young engineers. They think that I am playing a joke on them.
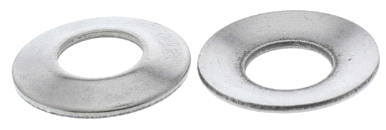
Since washers are formed from a stamping process, only one side will have a radius because they are only formed on the top leaving a sharp edge on the bottom.
If I look at a hex bolt it will have a slight radius between the head and the shank. We want to have the radii of the washer and the bolt mate. Having the sharp corner of a washer poking into the bolt’s radius can cause a dent which impedes stress from flowing from the shank to the head. This creates a large and unnecessary stress concentration leading to premature failure.
To tell which way the washer is to be installed, run your finger over the hole on each side. The side that is smoother has the radius and should face the head of the screw / bolt. It doesn’t matter on the nut side, but I usually install it with the smooth side facing out.
Washer Types
In general, there are several different styles of washers.
- USS (Large, Wide or Type A) – Good for general use. Have a large outside diameter making them good for use with softer materials like wood, plastic and fiberglass. This is a good general use washer.
- SAE (Narrow) – When fastening stiffer materials, like steel, this is my go to fastener. They are strong and smaller then the USS washer (both OD and ID). When using near welds or bends, you can get a hole closer with this washer.
- Fender – These are huge washers that cover up imperfections, often used in sheet metal applications. These are thin compared to a USS or SAE washer so if you need to transmit a larger load, use it with a USS washer.
- Split Lock Washer – These are washers that I have a slit cutout and are formed sprung open. When load is applied, they will flatten and keep the fastener in tension. These have a tendency to deform under high loads and are not recommended for structural joints.

Image Courtesy of Needpix.com
- Serrated (Star) washers – These washers are great for sheet metal applications such as household appliances and grills. However, it is intended to scratch surface paint to lock in place so there will be corrosion. Not the best choice if you are using it outside on steel.
- Countersunk or Finishing Washer – These washers are taller than the other washers because they are countersunk to allow the head of a countersunk screw to be flush when installed.
In my mind, this kind of defeats the purpose of using a countersunk screw in the first place. Countersunk screws are used so that there is nothing sticking up past the parent materials surface.
If the material is too thin too accept a proper countersink, adding this washer isn’t the solution. I would switch to a button head capscrew instead. This will eliminate the need for a countersink while giving the minimal amount of a head height.
- Spherical Washer – This two part washer allows for angular adjustment if holes aren’t perpendicular to the fastener. Rather than adding a bending stress to the screw, the spherical washer adjusts so bending stresses are eliminated. A tolerance of 3° to 5° can usually be accommodated.
- Bellville Washer – These magnificent creations are cone shaped washers are the split washer’s “big brother.”
A Bellville washer offers more resistance to screw loosening because when tightened, it flattens the cone. These washers have other uses as well; I once designed a limited slip differential using a series of these.
If you want more compression force, you can stack these as they would naturally stack. If you want more travel, you can stack them so that the top of the cones touch. You can arrange these in multiple ways so that you can get the system characteristics you want using standard off the shelf parts.
When Selecting a Washer Keep in Mind These Rules of Thumb
- The softer the material, the larger the washer needs to be.
- Have approximately the same stiffness for all components of the joint.
The Softer the Material, the Larger the Washer Needs to Be
It doesn’t take much insight to realize that a steel washer can easily be drawn into wood leaving an impression if over torqued. The same applies to plastics, rubber and fiberglass. Rubber and plastic is pretty forgiving, but an indentation in wood or fiberglass will cause the material to be weaker.
The solution to this is to increase the washer diameter. Wooden joints should have at least a USS washer. If possible, use a USS washer with a fender washer underneath to get the maximum amount of contact surface area.
Have Approximately the Same Stiffness for All Components of the Joint.
As your load increases, ALL the materials in your fastening system need to be equally as stiff. There have been major structural failures, like the Kemper Arena collapse in 1979, that were caused (in part) by fasteners bolting non-similar materials.
Bolting steel with rubber, plastic, and / or wood for a load bearing structure is not recommended. If non-similar materials are used, fastener load can fluctuate with applied load, weather, humidity etc. leading to loss of preload and increased fatigue load.
The Kemper Arena failed because 1 of 4 bolts in a pattern that was repeated throughout the structure lost preload. This caused the remaining bolts to take the load, but it also added a prying action that was unintended. This overloaded the remaining fasteners and eventually caused the ultimate failure.
Washers are available in both hardened and non-hardened materials. It is important to match high strength bolts to high strength washers. In practice, you may want to have a hardened washer if the washer has a large hole to cover or spans a slot.
Environmental Concerns
When considering a washer, we have to be concerned with not only the corrosion protection of the washer, but also galvanic corrosion between the materials.
Galvanic Corrosion
Galvanic corrosion exists between dissimilar metals as small currents of electrical energy are naturally created. (This is what makes thermocouples work.)
If we have a fastening system of zinc washers and cadmium plated steel bolts and nuts fastening aluminum to steel, we are going to see that the contact between: zinc and steel; and cadmium and steel will be subject to degradation due to galvanic corrosion.
However, there will be almost no interaction between the aluminum and cadmium and only mild interaction between aluminum and zinc or steel.
There is a lot more to cover here which I will do in a future article. You can read more here for now.
Recommendations
My first recommendation is to make sure that the bolt, nut and washers are all the same type of material and have the same plating.
For a long time, zinc has been the go-to material, but it doesn’t offer a great resistance to corrosion. The next bump up is zinc with added trivalent or chrome to increase the salt spray life. You will find this “white zinc” plating on most fasteners in your hardware store. They rust quickly, avoid these where possible.
My next plating recommendation is the hexavalent chrome version, also known as “yellow zinc”, offers far better protection (like 3x), but it has landed on the RoHS list and will be impossible to get in the next few years. You may remember that the movie Erin Brockovich was about the use/misuse of hexavalent chrome (it’s a good movie, I recommend it)!
Conclusions
Selecting the right washer for your application depends first on selecting the right type of washer for your materials and application.
You’ll want to keep all of your fastener materials and plating the same to maximize life span.
You will also want to maximize the contact surface area for softer materials by using USS and / or fender washers.
Finally, removing soft materials from structural joints so that preload on the fasteners can be maintained.