

Ram cylinders are wonderful cylinders but they have some design limitations need to be addressed.
On a recent project, I was filling the 80 gallon hydraulic tank with oil and it just dawned on me that I probably didn’t have a large enough tank for the two ram cylinders I needed to operate. Each held 22 gallons more when extended than retraced.
That meant that the tank would be less than half full when the cylinders were extended, the float switch would turn on and the oil temperature switch would be out of the oil. All very bad conditions to have. I’ll detail this problem out later, but the solution was a wider and longer (not deeper) reservoir.
The two main limitations of ram cylinders is that they take up and a lot of oil and the retract force is very small. If the hydraulic reservoir is too small, the tank may run out of oil. Many ram cylinders cannot retract under external loads and need help from springs or external retraction cylinders.
A good engineer will anticipate these requirements before they become a problem.

Single and Double Acting Cylinders
Cylinders are grouped into two main types, single acting and double acting. A single acting cylinder has only one port on it. A bottle jack is a good example of this. Oil goes into the bore end of the cylinder and forces the rod to extend. When the lift is complete, pressure is released and gravity and / or an internal spring is used to retract the cylinder
A double acting cylinder has a port on each end of the cylinder so hydraulic oil can force the rod to go in and out.

What is a Ram Cylinder?
A ram cylinder is a often a double acting cylinder where the rod area is very small because the rod diameter of the cylinder is very large. A ram cylinder is defined as at least a 2:1 ratio when the bore area is divided by the rod area. This ratio makes retracting the cylinder very hard to do because the area on the rod side is very very small compared to the area on the bore side.
Single acting cylinders with a spring return may also fall into the category of a ram cylinder because they only have a limited amount of retracted force. If gravity is working against you, the cylinder may not be able to retract under even the lightest loads
Sizing the Retracting Area
Sizing the required retracting area is as simple as determining the load and dividing that by the available system pressure. The loads can be any weights (including the weight of the cylinder rod) and / or external loads that are applied to the end of the cylinder that would prevent it from retracting. If there is a case where the cylinder would undergo frictional forces, count that. Finally, any rubbing should be assumed to have a high coefficient of friction.
To be safe, multiply the calculated loads by 1.25 to 1.5 so that things like unexpected loadings, cylinder efficiency, and system back pressure won’t cause problems later on down the road.

Single Acting, Spring Return Considerations
If you have a ram cylinder that is single acting with spring return you may encounter problems when the cylinder rod isn’t pointing upwards.
I once used a single acting, spring return cylinder in a vertical downward orientation. There was only about 7 lb of load on the rod, but the spring force was too low. Even worse, we were also fighting a small system back pressure from the return filter. The result was a 30 to 75 second return cycle time. Not desirable on a 2.00″ bore 12″ stroke cylinder.
Predicting the available retract force with a single acting cylinder can be a little bit more difficult because most manufacturers don’t often advertise the retract force or the spring rate. This leaves the engineer with no information to calculate the retract force. The best way to determine this is to do some experimentation and empirically determine what the retracted force is.
If you find yourself stuck like I did in the situation above, one thing you can do with spring return cylinders is to add additional external springs that that can assist the internal spring when retracting the cylinder.
If a spring won’t get you there, changing the design to a double acting cylinder with enough rod area will be the next best thing. Unfortunately, this often doesn’t work without a redesign and may not be feasible.
A final option is to have one or more ‘regular’ double acting cylinders be applied in parallel with the ram cylinder to aid in the retraction of the ram cylinder and load. This also has the potential to increase the available ram force.
When applying this solution, you will probably want to place the additional cylinders symmetrical to the ram cylinder so that the application of force will not cause uneven loading or binding.
In the situation described above, we added two external springs to the design temporarily to get the retract time down to 5 seconds. This solution worked, but it hindered the operators access to the work. The system was eventually redesigned to use a lower pressure double acting cylinder.
Ensure There is a Large Enough Hydraulic Tank
Another subtle problem with a ram cylinder is that the difference in oil when the cylinder is extended versus retracted is vast. As the cylinder extends it will take a lot of oil to make it extend, but only got very little back from the rod side because of the large cylinder ratio. This can cause problems if your hydraulic tank is not large enough to handle the displacement of oil.
On a recent project I had 2 cylinders with 6 inch bore 5 inch rod and a stroke of 260 inches. These cylinders when extended would take up 44 gallons of oil (22.1 gal each) from the hydraulic tank.
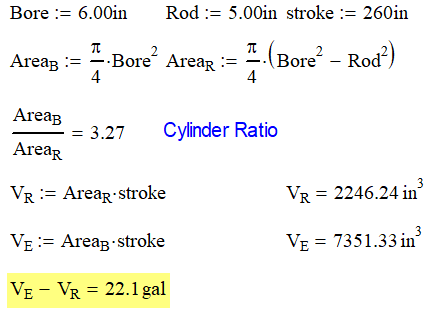
As a result my 80 gallon tank was more than half empty when these cylinders were extended. In this case my tank was 32 inches tall and only left about 13.5 inches of oil in the tank. This tank level was well below the suction level of the submerged pump. This situation was tolerable for the short term, but if the pump were to actually run out of oil, the results would have been disastrous.

As a result, the potential for running the pump dry was very high and could cause damage to the system if air were to get into the suction line. The solution to this was to increase the tank size not in height but in width and length so that the cross sectional area was greater and we could maintain all of the existing connections in the same spot.
Mobile vs Industrial Reservoirs
Industrial Considerations
The example above was for an industrial solution where many times the pump is submerged in the hydraulic tank. The pump is usually mounted to the underside of a removable top plate. The motor will mount to the top of the plate and couple to the shaft with a jaw type shaft coupler.
Submerging the pump is an ideal design because it negates the threat of inadequate pressure head at the suction port. It also minimizes the chance of starting the pump dry (no oil in it) causing the pump to ‘shell out’ within the first few seconds of running.
It is always wise to protect your pump by using a float switch that is also submerged. This limit switch should signal the system that oil is about to be below the suction port of the pump and either shut the system off, prevent the cylinders from extending further or even retract the cylinders. All this is done to prevent the opportunity to suck air into the pump.
Mobile Equipment Applications
For mobile applications, it’s a little different. In a mobile application, the hydraulic pump is not submerged in the tank. Usually, the hydraulic pump is placed near the motor or engine which could be several feet away from the hydraulic tank.
Separating the two gives us an advantage over a submerged pump in an industrial application because the hydraulic tank can tolerate a lower oil level in the tank. In a mobile application, the suction strainer is usually close to the bottom of the tank. As a result, the oil level can come very close to the bottom of the tank without causing problems. And this allows us to use a larger portion of the tank than we can in an industrial application.
However we do need to be concerned about cavitation. Cavitation happens when the oil level becomes too low and the pump cannot get the oil it needs. In order to prevent this from happening you should have at least 1 to 2 inches of oil above the suction strainer. This may need to be more if the fluid is moving fast through the suction line. We don’t want any mini-tornados in the hydraulic tank.

On a mobile application you definitely need to consider how much a tank will tilt as the machine moves around. When the machine tilts, the oil level where the suction strainer may be higher or lower. And if the suction strainer is placed and the center of the tank, it will be less vulnerable too changes in tilt.
Also, it will help if your tank is designed to be taller rather than wider. This allows the tilt of the fluid to have minimal impact on the available capacity.
In summary
Ram cylinders can produce very large forces, but they are subject to problems with retracting properly or at all. They also consume large quantities of a hydraulic oil and we need to plan for that.