

or The Nuts and Bolts of…well…Nuts and Bolts
To quote my mentor, C. Marvin Franklin, “Bolts are Magic.” This is true! In the world of engineering, bolts simply are magic. They allow us to complete many projects and serve us in a variety of ways, which are vital in everyday applications. They can be used for a variety of applications ranging from easily removable components to semi-permanent structures.
Understanding the load and selecting the correct grade of bolt are essential for a strong bolted joint. Using corrosion resistant platings like yellow zinc and ovulated lock nuts will keep the joint strong and tight. Installing the washer with the smooth side toward the bolt head is also necessary for a joint that lasts.
Here is how bolts are magic: Essentially, bolts act as rubber bands holding together plates through applied tension. For example, let’s say I have two plates bolted together using a hex-head screw and nut. When we tighten the screw, the two surfaces will be pulled together. This in turn puts compression on the interface and tension in the bolt. We are now in a static condition with constant stresses for all eternity. Now, let’s start pulling those plates apart slowly. As we pull, the tension load in the bolt does not change until we pull more than the bolt’s pre-load. To get to specifics, if the bolt had a tension load of 2000lbs, we would be able to pull these two plates apart up to 1999lbs without changing the load on the bolt at all! Therefore, we would say they are magic and act like big rubber bands which allow us to put different stresses on the bolt without causing failure.
Fatigue life – Why is this important?

Let’s take a moment to look at how this might work out in practical application. A common everyday example of this setup would be an excavator’s main rotation bearing. Let’s say we have a pedestal that is fixed to the track assembly, that is bolted to a rotary (or slew) bearing and the top side is bolted to the back hoe and cab. These bolts are usually spaced around the entire circle so that the load is semi-evenly distributed.
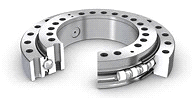
In this case we will assume that the maximum load on any bolt is 40,000 lbs. This most likely occurs when the excavator has just pulled a large boulder out of the ground at full extension. Now, let’s rotate this fictitious boulder continuously. As we rotate, we see the bolts load up to a max as the bucket of the back hoe is directly opposite. If we continue, the load starts to diminish until it gets to 0 lb. It will then be in unloaded as the plates will be in compression until it gets back to the other side. The red line in the following chart shows the force applied to a bolt as it rotates.

This is not a good situation to be in for a bolt. As you see, this is a non-reversing fatigue load and at high enough stresses, these bolts will fail. This is where ‘Magic of Bolts’ comes in to play. If we tension (torque) all the bolts to the blue line shown at 35,000 lbs., we now modify the cycles as shown.
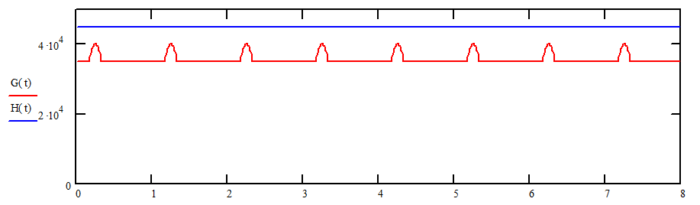
Now, only the peak of the load shows itself in the cycle. The fatigue calculation still has the same number of cycles, but the intensity of the cycle is greatly diminished. However, while this is a vast improvement, it is still not how we would want an engineered joint to behave. The blue line above is the desired state. The initial tension load is set above the applied load so the fatigue cycles are reduced to ½ a cycle, (a cycle is defined as one min and one max) and the load never changes. Goodbye, fatigue! Yes, Magic!
So, not entirely true….
When I was studying for the PE exam there was a practice question which included a pressure vessel with a bolted end cap on it. The bolts were preloaded and then pressure was applied to the vessel. I had to determine the calculation of the force on the bolts which is force applied with a particular tension on the bolt. I had two plates that were bolted together, and the force applied never exceeded the preload. I thought this would be an easy problem, well…yes and no. My calculation took about 10 minutes to do and I went to the answer section. Their approach was vastly different and took four pages to solve. When it was all said and done, our numbers were less than 0.50% different. In bolted joints, as long as the preload is always higher, the simple approach should be adequate.
Grades of Bolts
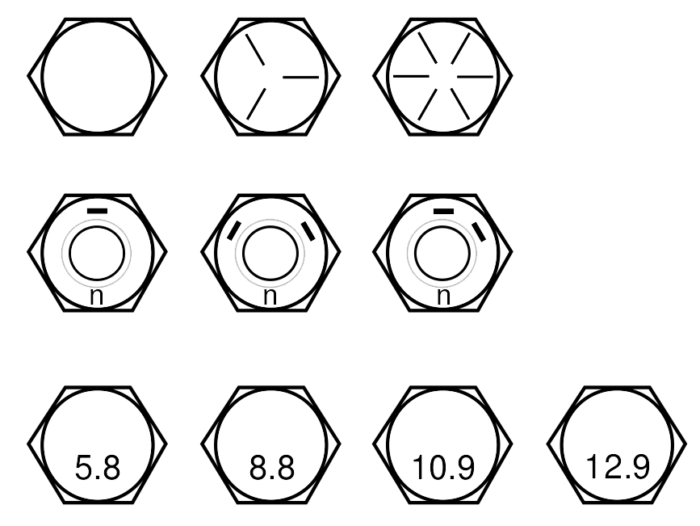
Have you ever looked at the head of a bolt and wondered, “What are those markings for?” Well, the markings on a bolt indicate two things, the grade of the bolt and the manufacturer. The manufacturer identification is a requirement from the Fastener Quality Act of 1990. Grades are an indication of the fastener’s strength and each one is successively stronger. For English bolts, the typical marking is shown in the first row. A Grade 2 is on the left, followed by Grade 5 and Grade 8. So, your first question should be, “why aren’t they marked with 2, 5 or 8 ticks?” Good question…and the answer is simple, aesthetics! None of these would look good having the appropriate grade equal the number of ticks. However, if you subtract 2 from the grade, it looks beautiful (Grade – 2 = # of Ticks). (It also makes me wonder why they didn’t rename the grades 0, 3 and 5.) After, Grade 8, you get into proprietary bolts that have no specific requirements other than what the manufacturer specifies. They are commonly referred to as high-strength or Grade 9.
The bolt strength is specified at the proof stress which is the point on a stress-strain curve where the material will return to its original length without any deformation. This is roughly 90% of the yield strength. Within a grade, there may be two different proof strengths based on the bolt’s diameter. A grade 5 bolt over 1.00” diameter has a proof strength of 74 ksi while 1.00 and under is 85 ksi. These values can be looked up easily in tables.
A metric screw will have different markings such as 8.8, 10.9, and 12.9. Simply take the first number and multiply it by one hundred and that gives you your tensile strength (8 x 100 = 800 MPA). Similarly, to find the yield strength, multiply both numbers together and multiply by 10 (8 x 8 x 10 = 640 MPA). Since there is only 1 digit of precision, the numbers get you close enough, but not exact.
Fastener Types
Bolts vs Screws
The bolts versus screws controversy is a trivial matter that causes a lot of headaches. I’ve been told several false things over the years. The first misconception is that screws are fully threaded where bolts have shanks. Well, what about really short bolts, are they screws? The second misconception is that a hex cap screw is only a screw when it has a circle under the head. Incorrect.
The truth is that the difference exists in the application of the fastener. A screw will go into a tapped hole, while a bolt will be used with a nut. I know, weird. I like to remember it this way, if it can only be torqued from the head, it is a screw. If you need some proof, go to your local hardware store. They sell lag screws (can only be tightened from head) and carriage bolts (can only be tightened from the nut).
Capscrews

Capscrews are one of two major categories of screws. A capscrew is a type of screw where a tool is placed on the outside of it to tighten. The most common is a hex head capscrew, HHCS (shown above). But square head and 12-point capscrews are also fairly common. Thumb screws would also fit into this category.
These fasteners are measured by the diameter, threads per inch and length. For example a ¼-20 x 1.00 is ¼” in diameter with 20 threads per inch and 1” long. This fastener will take 20 revolutions to move 1”. The nice thing about capscrews is that it is easy to find the right wrench to tighten it with. Just multiply the shank diameter by 1.5. For example, if you were to use a half inch hex head cap screw then you could expect to be able to grab a ¾ size wrench to fit onto it.
The length of the bolt is measured from the bottom of the bolt head to the end of the threads. If your screw is long enough, it will have a shank. This is an unthreaded portion of the shaft. The length of the thread will always be twice the nominal diameter (d) plus a quarter inch. (2d+1/4 inch). For example, a ½” screw will have 1.25” of threads before the shank starts.
Socket Capscrews
The opposite of a capscrew is a socket screw. I like to joke that you tighten a hex screw with a socket wrench and a socket screw with a hex wrench. Funny, but not entirely true. The socket screw can come in a variety of drives; hex or Allen is the most common, but Phillip, slot, square, spanner, Torex, and their tamper resistant cousins are also included. These are all considered part of the socket screw family. Perhaps there is no other collective name for them.
If the fastener is tightened with a hex wrench, three things need to be noted. First, the thread classification on this is 3A (more on that later). Second, the fastener is grade 9 or high strength. Third, these fasteners are designed for a black oxide plating which, in my opinion, is the worst plating option.
When first developed, these fasteners were only intended for industrial use, hence the black oxide finish. The standards were written around indoor applications, they didn’t want to mess with multiple grades, so they made them all high strength. As the years went by, these fasteners starting being applied to outdoor and mobile equipment. To curb the poor corrosion properties of black oxide plating, other, thicker, coatings were introduced.
At the time of this writing, most vendors will not warranty certain platings on a socket cap screw. This is because of the interaction of the three things mentioned above. In the near future, I think that the standards will be rewritten to allow these to be made in more grades and thread classifications. I wouldn’t hold my breath, though.
Socket screws have a bit more variety in their function than the capscrews, so we will discuss them individually.
Socket Head Capscrew

The top of the socket head cap screw (SHCS) is different as it contains a recess for a hex. You will never see a different head with these. These are great for many applications that require tight spots as the diameter is 1.5x the shaft diameter. Also, you can counter bore the hole to make these flush with the top surface. Another benefit is that they can be used without a washer.
Button Head Capscrew (BHCS)

On the top of this screw you will find a rounded profile with the hex recessto tighten it. These are particularly helpful when you have other materials that need to slide over it.
Flat Head Capscrew (FHCS)

The top of this screw will have a flat profile with hex recess and threads. Depending on whether you are using metric or English, the top will be 82° for the English and 90° for the metric. The length of these fasteners is measured as the overall length.
Set Screw

This is basically a fully threaded screw with a hex recess. It is used when you want to lock rotation. Personally, I tend to avoid these, but they can be used in non-critical locations such as securing valve handles or bearings on a shaft. Typically, set screws are available with different types of points such as cup point, cone point and flat.
Nuts

Nuts are the basic counterpart to bolts and screws. Most folks do not realize that nuts have grades just like screws. Typically, these grades will be stamped on the nut and used to match with a corresponding bolt grade. The highest selling fastener is grade 8. Unfortunately, not may know this because the highest selling nut is a grade 5. For instance, if I take a grade 8 screw which will be between Rockwell C33-C39 the nut will be between C24-C36.
The distribution of load on the nut is important as well. In general, the load is distributed on the first four threads of the nut. This means that a structural nut needs to have at least four threads of engagement. If the nut is the wrong grade, it will take more threads to distribute this load. A standard nut does not account for this. Match your Screw and Nut grades. When mismatched grades fail, it will look like the nut is trying to be rolled inside out until the screw can no longer engage the internal threads.
Tapped holes
Similar to a nut is a tapped hole in a plate. The main thing to understand is that we need to accommodate hard screw with a softer parent material. We don’t want to have the bolt pulling the threads out. The way to do this is with proper thread engagement. On a tool steel which is a hardened material in the range of C25-30, I can get full strength at a depth equal to the diameter. So if it is a 0.50-13 bolt, I can use a half inch depth of threads. If I have a soft steel, like A36, A572 grade 50, A656 grade 80, and possibly T1, I would want to look at one and half times the diameter. If I use a cast material or aluminum material, I am going to use 2x the diameter. If you are going to use any other material that is softer than aluminum, you will need to bolster up the joint or add more fasteners to get the load lower.
Washers
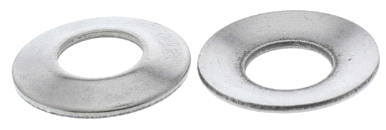
Interestingly, many people do not realize that washers can be installed backwards. Since washers are only stamped from one side, a radius can only be formed on the top leaving a sharp edge on the bottom. Since washers are made with a small radius at the top, you can feel whether the sharp side or the radius side is present in order to avoid installing them backwards. If I look at a hex bolt it will have a slight radius between the head and the shank.

We want to have the two radii mate and avoid having the sharp corner of a washer poking into the bolt’s radius. This causes a dent and impedes stress from flowing from the shank to the head. Washers are available in both hardened and non-hardened materials. It is important to match high strength bolts to high strength washers. In practice, you may want to have a hardened washer if the washer has a large hole to cover or spans a slot.
In general, there are several different styles of washers.
- USS (Large or Wide)
- SAE (Narrow)
- Fender (Huge washers that cover up imperfections, often used in sheet metal applications)
- Split Lock (Sprung open, not recommended for structural joints)
- Serrated (Star) washers – sheet metal applications; can scratch surface paint
- Spherical Washer – This two part washer allows for angular adjustment if joint isn’t perpendicular to the fastener
- Bellville Washer – These magnificent creations are cone shaped washers are the split washer’s “big brother.”
A Bellville washer offers more resistance to screw loosening because when tightened, it flattens the cone. These washers have other uses as well; I once designed a limited slip differential using a series of these. If you want more compression force, you can stack these as they would naturally stack. If you want more travel, you can stack them so that the top of the cones touch. You can arrange these in multiple ways so that you can get the system characteristics you want using standard off the shelf parts.
Threads
The thread of a fastener is of critical importance. This is the feature that makes a screw a screw and allows it to work. If there were no threads, there would be no screw.
Thread Pitch
A thread pitch is the number of threads per a unit length. English units are per inch and metric is per millimeter. The larger the number, the smaller the ridges of the thread. For example a 1/4-20 screw has 20 threads per inch. In general, there are two different types of threads for each size fastener: course and fine. Coarse threads are larger in size because of their low pitch and they have several benefits over fine thread. One benefit is that they are more widely available in different types of plating. It also speeds assembly time because less revolutions are needed from the tool to install it.
Fine threaded joints tend to be stronger because the root diameter of the fastener is larger. Sometimes, a joint that is just a little too weak can be made strong enough just by changing from a course to fine fastener. However, they tend to have the propensity to be cross threaded at install. If the joint is not perfectly aligned, the screw can go in at an angle and add a new thread pattern.
Thread Class
It is important to note that the internal and external threads have thread fits or classes. In general you want to have the same class on each thread, but they can be mismatched as long as a tighter thread goes into a looser hole. There are six categories of specifying a thread using a system of one number and one letter. The number is first and it represents the fit.
- Class 1 – Loose – great for galvanized bolts, fasteners with thicker platings or easier alignment of components
- Class 2 – Normal
- Class 3 – Very tight, minimal clearance between the internal and external threads
The letter is either A, for external threads or B for internal threads. As an example, a 3A socket head capscrew can easily fit into a 2B tapped hole. Ideally, most of the time you will use a normal, class 2 tolerance.
Threading
In addition to class and pitch, the method of getting the threads on screw is equally important. For the greatest strength, using a die and cutting the threads is not the best way. If we look at the shank of our bolt, there is grain structure that passes down through it and allows the stress to flow nicely. Now if I were to cut these threads into pieces of rod, I would create disjointed grains that run a higher risk of shearing. So, what we want to do is roll the threads by taking two plates with the thread pattern and put the bolt in the middle and roll the threads. Although the grain line will compress, it is still there the whole time. This makes the stress more aligned and the threads, in turn, are much stronger.

Watch this video on how bolts are made
Locking Threads
Making sure a thread will stay engaged is essential to a good fastening system. Locking nuts provide a great mechanism to do this, but there are several other we will discuss.
Serrated Flange Nut

The first type is a serrated flange nut, which, when tightened has ridges that grab onto the parent material, providing a locking effect. However, these can cause issues with rust as the teeth which lock onto the material scratch away paint or other coatings.
Nylon Insert Lock Nut

The next type is a nylon insert lock nut or ‘nylock’ which looks like a regular nut, except for the crown on the top of it. The blue part shown is a piece of nylon is inserted into the crown. When the bolt is inserted, it interferes with the nylon causing it to lock the nut in place.
In all honesty, I do not like these nuts because if you use an impact wrench or nut driver that tightens quickly, it will melt the nylon and make it impossible to remove the nut. Well, you can cut it off…but you get my point. If the nylon and screw do become fused together, your joint may become loose over time. Unless you can see a washer move, there will be no way to ensure the fastener is under tension.
Oval Lock Nut
So my preferred locking nut is an ovulated (oval) lock nut. This is a standard nut where the top of it is squished to provide the locking mechanism. The most common is to have the squish (yup, technical term) on the top, but it also seen in the middle. The oval nut overcomes the deficiencies mentioned with the nylon lock nut. It also doesn’t interfere with the torque required to get proper clamping load, but you will need wrenches instead of your fingers to get it snug.
Castle Nut
Another type is the called the Castle Nut. These feature a taller nut with recesses, usually six of them. The intent is to tighten the nut until it lines up with a cross drilled hole in the recesses. A cotter pin is then inserted, preventing the nut from ever backing out. This nut also has a few short-comings. First, there is increased cost with cross drilling the hole in the fastener and requires additional time assembling.

The main reason I don’t like it is there is a good chance that when this is at the proper torque, the hole and recesses will not align. You will either need to over torque or under torque. I would consider using a castle nut only if it was an application where the fastener could be loose but cannot come out.
Micro-encapsulation
There are several locking systems which can be used alone or in conjunction with other mechanisms. A common one is called thread locking or micro-encapsulation. A locking compound, usually nylon is placed onto the screw itself. This type mechanically locks the fastener by pressing it against the side of the tapped hole. With these, you can torque them about three times before the patch is worn out and the fastener needs to be replaced.

Another type of thread locking uses an adhesive. A chemical adhesive is applied to the threads of a fastener just before it is installed and torqued. These fasteners need to be installed in a certain amount of time before reapplication is need. There are many different adhesives used and then are available in both permanent and semi-permanent formulations with the latter allowing you to re-torque the bolt.
Corrosion Prevention
A bolt’s number one enemy is rust, since the overwhelming majority is made of steel. Most steel fasteners have some sort of coating on it which will turn white or gray, but the type of corrosion that we are concerned with is called ‘red rust.’ The method for evaluating the time to red rust is by using a salt spray chamber. In this chamber, a fine mist of salt is sprayed on parts continuously. Once red rust appears, the test is complete and the hours are logged.
Generally, exposure to chemicals or other substances that cause rust within 50 hours is not a good coating for outdoor applications. Once you are able to get around 100 hours without rust occurring, then you are getting some good use out of that bolt.
In the salt spray test, the white or gray is a lesser type of corrosion that doesn’t directly lead to failure. It is simply materials other than steel corroding first. This corrosion order is based on the galvanic chart.
Galvanic Corrosion Chart
Different metals are more noble or rust resistant than others. When dissimilar metals are mated together, one will always corrode before the other. This is why underground propane tanks have a copper wire attached to a large chunk of zinc. The zinc will corrode before the steel in the tank will. Since our parent material is steel, to get the best rust prevention, we would want to use a substance that is lower on the Galvanic chart than steel. If we went to a more noble material like gold, not only would the fastener cost a fortune, but it would essentially rust from the inside out. We definitely don’t want that to occur.
The game here is to have a coating on the fastener that will corrode before the steel parent material, but also give plenty of time for it to corrode. Oh, and we do not want to interfere with the thread fit or fastener friction and it must look pretty at the same time. You can see that this is not an easy task!
Hexavalent Chrome Zinc Plating (Yellow Zinc)
For a long time, zinc has been the go-to material, but it doesn’t offer a great resistance to corrosion. It has been coated with trivalent or hexavalent chrome to increase the salt spray life. The hexavalent chrome version, also known as “yellow zinc”, offers far better protection, but it has landed on the RoHS list and will be impossible to get in the next few years. You may remember that the movie Erin Brockovich was about the use/misuse of hexavalent chrome (it’s a good movie, I recommend it)!
Zinc Galvanizing
Another method of rust protection is called galvanizing. This is essentially putting larger amounts of zinc at high temperatures on the fastener. It can be expensive and hard to work with as you must use a different torque for it and it is a Class 1 thread that requires special nuts. Unless you are looking at severe exposure, it is preferable not to use this material.

So far, all these materials are called organic coatings and are made by the process of electroplating. This process takes place when a beaker is filled with water and a piece of zinc material with the bolt is placed into the water. Beside the beaker of water is a battery with the positive terminal attached to the zinc and the negative terminal attached to the bolt. Eventually, the surface material of the zinc is deposited onto the bolt. Depending on how long you continue this process and the rating of voltage used will determine the thickness of the plating the bolt. Obviously, if you are making these by the millions, you aren’t using a battery and a beaker, but you get the idea.
Where We are Going – Inorganic Coatings
We also have inorganic coatings which are specifically designed to go on the bolt itself. These are made in the process called spin dip which is similar to mechanical plating. Some of the major players in this market are Geomet and Magni. Inorganic coatings tend to have a very high salt spray life upwards of 1,000 hours. However, it is important to note that they are thicker and can disrupt your friction factor on the bolt. These coatings are the growing trend in fastener technology and is the direction all major users of fasteners are headed.
Conclusion
In this article, we have explored much about fasteners, but we really haven’t even scratched the surface. Bolts truly are magic. They can hold parts together and eliminate fatigue. They come in multiple shapes, grades, threads and coatings. After reading this, you should be able to:
- Identify different types of bolts and screws
- Explain, briefly, how we can eliminate fatigue loadings in bolts
- Interpret the head markings on a screw
- Install a washer correctly
- Identify some fastener locking mechanisms
All in all, bolts are wonderful things…when used right. That is where we are heading next. Read the following article where we will learn how fasteners fail and how to properly apply them.